New Product Change Notice (PCN) effective Jan 1, 2025. MICROSENSOR appreciate your understanding.

-
Products
- Solutions
- Service Support
Pages
- Pressure Sensor
- Pressure Transmitter and Transducer
- What is a Pressure Transducer?
- Level Transmitter and Sensors
- Differential Pressure Sensors
- Differential Pressure Transmitters
- Level transmitter for Fuel and Chemical
- Water Pressure Sensors
- Tank Pressure Sensors and Transmitters
- Hydrostatic Level Measurement
- Oil Pressure Sensors and Transmitters
- Company



























Temperature Measurement
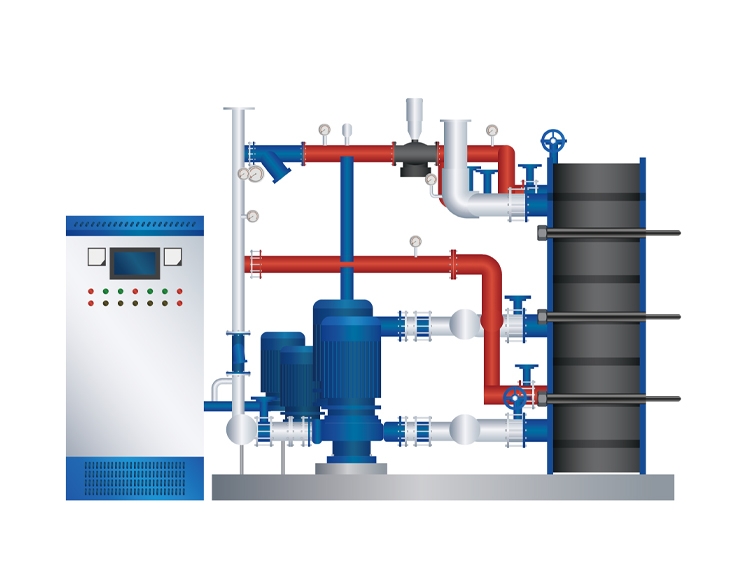
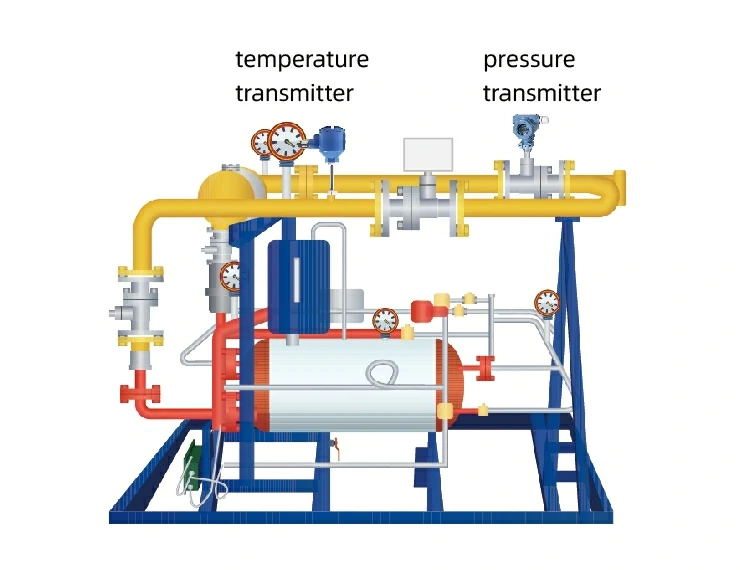
For Temperature Measurement of Liquid, Gas, and Steam
Introduction
Temperature transmitters measure temperature and convert it into a standardized signal output. They are widely used in industrial automation, HVAC, pharmaceutical, and food processing applications. Thermocouples or resistance temperature detectors (RTDs) convert temperature signals into standardized electrical signals (such as 4-20mA current signals). After stabilization, filtering, amplification, and nonlinearity correction, the output provides a linear relationship between the signal (4-20mA current, 0-5V/0-10V voltage, or RS485 digital) and the temperature
Advantages
- High Accuracy: Accurate temperature measurement and stable signal output
- Long-Distance Transmission: Standardized signals (e.g., 4-20mA current) for long-distance transmission with strong anti-interference capability
- Versatile Output: Current, voltage, and digital signal outputs are available, to meet diverse application requirements
- High Reliability: Integrated protection circuits for industrial environments
- Easy Integration: Seamless integration with control and data acquisition systems for automated control and monitoring
Product Series
-

Temperature Switches
Temperature Switches
The temperature is used to open and close switch contacts. The status of temperature switch changes based on the temperature input. This function will be enabled while using various fluids to avoid overheating or overcooling. The reason is that fluids may heat up and boil over or lead to issues with the production plant. -

Temperature Transmitters
Temperature Transmitters
Micro Sensor offers a comprehensive temperature sensors and transmitters, including RTD, thermocouple, integrated, and sanitary. The extended temperature measurement range spans -200℃ to 1600℃, with flexible outputs to suit diverse media and environments. The temperature instruments support industrial measurement in marine & shipbuilding, data centers, fine chemicals, and energy.
Related Solutions
Related videos

MicroSensor Factory


 Copyright © 2026 MICRO SENSOR CO., LTD
Copyright © 2026 MICRO SENSOR CO., LTD
